




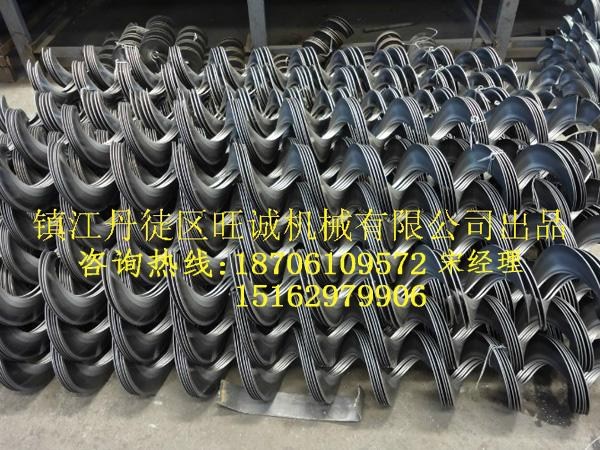
冷轧机是用带钢连续轧制叶片的先进设备,它通过调整部位(轧辊偏移、喂入高度、碾轧压力、导向轮等)的调整,可以轧制出所需要的各种规格的叶片。目前国内制造叶片的方法有:单件冲压焊接成形、挤压成形、缠绕成形、冷轧成形等方法。
螺旋叶片其中冷轧成形的方法具有生产效率高、节省原材料、叶片质量好、硬度高、耐磨性好等优点。影响轧制成形的因素,有带钢的材质和厚度,轧辊的偏移量大小、喂入高度、轧辊的碾压力、导向轮、叶片的规格的不同以及轧制过程中,轧辊温度升高等诸多因素。我公司在经过多年不懈的努力后,研制开发了这种连续冷轧螺旋叶片,它具有表面光滑、硬度高、耐磨、一次成形、连续无焊缝等优点。用户在使用螺旋叶片时需要对其磨损的原因有所了解才能更好的减小螺旋叶片的磨损程度。
螺旋叶片的转速对输送量有较大的影响.一般说来,螺旋叶片转速加快,输送机的生产能力提高,过小则输送机的输送量下
降.但螺旋叶片的转速也不宜过高,因为当转速超过一定的极限值时,物料会因为离心力过大而向外抛,以致无法输送.所
以还需要对转速n进行一定的限定,不能超过某一极限值.
为了保证物料能比较平稳地输送,不至被螺旋抛起来,根据实验螺旋叶片的极限转速为式中D为螺旋直径,为物料特性
系数查表可得生料的物料特性系数为35 .由以上计算可得D=0.1m
代入1式求的螺旋转速
N=110转/分
按螺旋输送机转速系列20,30,35,45,60,75,90,120,150,190 因此圆整取标准系列值
N=120转/分
以上即是确定螺旋叶片转速的计算方法,希望可以为您带去帮助.
卷制方法:传动原理:由一台电动机驱动,经减速机减速后由皮带联接分成两路,各自接入蜗杆蜗轮减速器,经蜗杆蜗轮减速
并换向后,再接入垂直面内与垂直线成一定角度的锥行模上卷制方法:设计专用机床,由空间成一定角度的一对锥形模转动
带动平板料(宽度为(D-d)/2)运动,平板料经挤压产生塑性变形,其一边经挤压产生塑性变形长度缩短了,即以后成为叶片的
内孔尺寸部分,其另一边经挤压产生塑性变形长度伸长了,即以后成为叶片的外圆尺寸部分,经挤压产生塑性变形后的材料
再经由挡板轮系统顺轮流出,产生螺旋变形,顺螺旋轴模具卷制成螺旋叶片形式,挡板轮系统调整可控制螺旋叶片的螺距,螺
旋轴模具与螺旋轴尺寸相同




